
很多工厂技术员、采购在选工业环氧胶时,只看粘接强度、耐温参数,最容易忽略粘度和固化时间两个核心指标。
这也是工业生产中频繁出现:胶水流挂、溢胶难清理、填缝不饱满、定位太慢跑位、固化过快来不及施工、批量生产气泡多等问题的核心原因。哪怕胶水强度再高,粘度和固化时间与工况不匹配,也会导致良品率下降、返工率升高、生产成本增加。
本文从工业实操角度,通俗拆解环氧胶粘度、固化时间的选型逻辑,搭配不同生产场景的适配方案,帮大家一次性避开90%的选型误区,适配小批量维修、流水线量产、精密封装、结构加固等各类工业场景。
一、先搞懂:工业环氧胶粘度到底是什么?
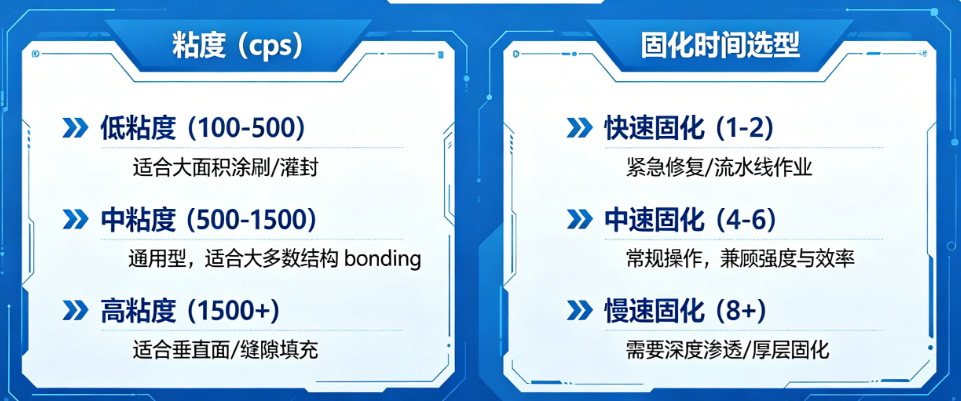
简单来说,粘度就是胶水的稀稠程度,直接决定胶水的流动性、填充性、施工方式,是适配工况的第一标准。工业环氧胶粘度跨度极大,从如水般稀薄的低粘度,到膏状不流动的高粘度,不同粘度的适用场景天差地别,不存在通用款。
很多人选型踩坑,都是犯了“稀胶填大缝、稠胶灌细孔”的错误,最终出现粘接缺陷。
1、低粘度环氧胶(流动性好、渗透性强)
参数特征:质地稀薄、接近清水,流动性极佳,自流平效果好
核心优势:渗透力极强,能深入细微缝隙、微孔、线材缝隙,排泡效果好,固化后无气泡、胶层均匀,适合精密填充与渗透粘接
适配工业场景:电子元器件封装、线圈浸渗、细小缝隙填补、线材固定、精密零件贴合、薄层结构粘接
避坑提醒:低粘度胶水流动性太强,不适合大缝隙、立面、顶面施工,极易出现流胶、挂胶、溢胶问题,多余胶水流淌污染工件,增加清理成本。
2、中粘度环氧胶(工业通用、均衡百搭)
参数特征:稠度适中,有一定流动性,同时具备轻微抗流挂能力
核心优势:兼顾渗透性和填充性,施工容错率高,不易流挂,也不会出现堆积不干的情况,综合性能最均衡
适配工业场景:常规金属结构粘接、塑料配件固定、中小型工件拼接、普通缝隙填充、流水线批量点胶
适配人群:大部分通用工业生产、设备维修、半成品固定场景,是性价比最高、最不容易出错的选型。
3、高粘度环氧胶(膏状、不流动、强填充)
参数特征:呈膏状、糊状,几乎无流动性,垂直施工不流挂
核心优势:填充能力极强,可应对大缝隙、不规则孔洞、凹凸面粘接,胶层厚度可控,支撑性好,固化后结构稳定性强
适配工业场景:大缝隙修补、铸件砂眼填补、立面/顶面结构粘接、厚重工件加固、不规则基材贴合
避坑提醒:高粘度胶水渗透力差,不适合细微缝隙、精密封装,容易出现内部缺胶、藏气泡、贴合不紧密的问题。
二、固化时间怎么选?看生产工艺,不盲目选快干
很多工厂默认“固化越快越好”,其实这是最大的选型误区。固化时间直接影响施工时长、定位效率、良品率:量产流水线选慢干胶,会导致工件堆积、效率低下;精密手工操作选快干胶,会出现搅拌不均、来不及涂胶、粘接错位等问题。
工业环氧胶固化时间,主要分为快干型、中速型、慢干加温型三类,适配不同生产节奏。
1、快干型环氧胶(5-15分钟初固)
核心特点:室温快速固化,短时间即可定位固定,无需长时间夹具压制
最佳适用场景:小批量维修、小件快速定位、临时加固、售后修补、小面积粘接
绝对避坑:不适合大面积、大工件、流水线作业。快干胶反应速度快、放热集中,大面积施工容易出现局部提前固化、搅拌不均、胶层发脆、内部不干的问题,直接降低粘接强度。
2、中速标准型环氧胶(30-60分钟初固)
核心特点:反应温和、放热小、固化均匀,拥有充足的施工、对位、微调时间,固化后韧性和强度最佳
最佳适用场景:绝大多数工业量产场景、中大型工件粘接、需要精准对位的配件、大面积结构粘接、需要夹具固定的工序
工业首选理由:容错率最高,既能满足量产效率,又能避免快干胶的固化缺陷,是工业结构粘接的主流选择。
3、慢干/加温固化型环氧胶(2小时以上初固,可加温提速)
核心特点:室温固化极慢,可长时间保持液态,方便批量施工、精准微调,加温后可快速固化,内应力极低
最佳适用场景:大型设备结构粘接、精密模具贴合、大面积灌封、需要长时间对位校准的工件、高端电子封装
核心优势:固化应力小、不易变形、无气泡、耐老化性能最优,适合长期承重、高精密、高可靠性的工业场景。
三、工业高频场景:粘度+固化时间精准搭配(直接照抄选型)
结合工业实操痛点,整理出工厂最常用的选型搭配方案,无需反复测试,直接适配对应工况,杜绝选型踩坑。
1、电子精密封装、线圈浸渗、细缝隙填充
选型组合:低粘度 + 中速固化
原因:低粘度保证胶水充分渗透微孔、缝隙,排泡彻底;中速固化预留充足施工时间,避免快干导致的封装不均、气泡残留,固化后绝缘性、密封性更佳。
2、立面/顶面修补、大缝隙填充、铸件砂眼修补
选型组合:高粘度膏状 + 中速/慢干固化
原因:高粘度胶水垂直施工不流挂、不流淌,填充性强;搭配中慢干固化,避免快速固化导致的表面开裂、填充不实问题,修补后平整度、牢固度更好。
3、流水线批量点胶、标准工件粘接量产
选型组合:中粘度 + 中速固化
原因:兼顾流动性和抗流挂性,适配自动化点胶设备,出胶均匀、无堆积、无流胶;固化节奏适配流水线节拍,平衡效率与良品率。
4、设备维修、小件快速固定、售后抢修
选型组合:中高粘度 + 快干固化
原因:无需复杂施工,快速定位固化,无需长时间等待,满足抢修、临时固定需求,适配小面积、非承重场景。
5、大型结构件、高精密工件、长期承重粘接
选型组合:中粘度 + 慢干加温固化
原因:慢干配方固化应力极低,不会导致工件变形、错位,加温固化后粘接强度、耐候性、抗疲劳性拉满,适配高端工业承重场景。
四、工业环氧胶选型4大高频踩坑误区
很多生产问题不是胶水质量差,而是选型逻辑错误,这4个误区工厂最常见,一定要避开:
误区1:一味追求固化快
快干胶只适合小面积修补,大面积量产用快干环氧胶,极易出现内部固化不完全、胶层发脆、后期脱胶开裂的问题,严重影响产品稳定性。
误区2:所有缝隙都用稀胶
大缝隙、立面施工用低粘度稀胶,会直接流胶、挂胶,不仅无法填充缝隙,还会污染工件、增加人工清理成本,得不偿失。
误区3:高粘度胶水做精密封装
膏状高粘度胶水渗透力不足,精密微孔、细缝隙无法填满,会出现空洞、缺胶、密封性差的问题,导致产品绝缘、防水性能不达标。
误区4:忽略温度对固化的影响
车间温度越低,环氧胶固化速度越慢,冬季施工若依旧按夏季工艺选型,会出现定位慢、固化不干的情况;高温车间则需避开超快干胶,防止施工中途提前结块。
五、快速总结:选型核心口诀
为方便快速选型,整理工业环氧胶实操口诀,记住即可规避大部分问题:
细缝封装用稀胶,立面修补用膏胶;
小件抢修选快干,量产精准用中速;
大件承重选慢干,温度工况要兼顾;
不流不泡不抢干,才算合格选型。
结语
工业环氧胶选型,强度是基础,粘度和固化时间是关键。脱离施工场景、生产节奏、工件结构的盲目选型,只会造成品质隐患和成本浪费。
只有根据缝隙大小、施工面位置、批量生产节奏、工件精度要求,匹配对应的粘度和固化速度,才能最大化发挥环氧胶的粘接、填充、密封性能,真正做到良品率高、施工省心、长期稳定。
发表评论
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。